spa
spa  ara
ara  ru
ru  en
en - C type CNC sheet feed press
- C type CNC Auto Sheet Feed Press
- C type CNC Semi-auto Sheet Feed Press
- Bottom Production Line speed up to 100epm
- Lid Production Line speed up to 60epm
- Combiner
- Three Station Combiner
- Two Station Combiner
- Combiner for Paint Can
- Combiner for Milk Powder Can
- Combiner for Aerosol Can
- Four Station Combiner
- Single Station machine
- CNC Double Row Sheet Feed Press
- CNC Double Row Sheet Feed Press
- Complete 2pcs can production l
- Complete 2pcs can production line
- Duplex Gang Slitter
- PTGS-2 Duplex Gang Slitter
- Empty Can Palletizer
- High Speed Auto Palletizer
- Semi-auto Palletizer
- End line (CNC sheet feed press
- No idle stroke
- Two idle strokes
- EOE machinery
- EOE machinery
- Induction and gas curing oven
- Induction and Gas Curing Oven
- Induction curing oven
- Induction Curing Oven
- Lrregular End Lining Machine
- Lining and Drying Machine(18L square end)
- Lining and Drying Machine(pail can end)
- Lining and Drying Machine(≤4L irregular end)
- Multi-die Aerosol Cone Transfe
- Multi-die Aerosol Cone Transfer Press
- Outside lacquering machine
- Outside roller lacquering machine
- Outside spray lacquering machine
- Parting Machine(straight cutti
- Parting Machine(straight cutting)
- Powder coating machine
- GE600 Powder Coating Machine
- Rotary Liner
- Rotary Liner
- Round End Lining Machine
- Lining and Drying Machine(double lining gun)
- Lining and Drying Machine(single lining gun)
- Smart series can body welder
- SMART-650
- SMART-220/150
- SMART-300
- SMART-500
- SMART-120
- TWIST-OFF CAP MACHINE
- TWIST-OFF CAP MACHINE
- Ends Induction Oven
- Dual Lane Induction Oven and Double Head Liner
- Single Lane Induction Oven
- Complete 3pcs can production l
- Complete 3pcs can production line speed up to 600cpm
- Aerosol Cone and Dome producti
- Aerosol Cone and Dome production line
Golden Eagle and Estes Group
Add.: Zhejiang province, china
Tel.: 86-580-3663066
Mobile: +86-13758019928 +86-13867206225
E-mail: manager@goldeneagle-can-machinery.com

Add.: Zhejiang province, china
Tel.: 86-580-3663066
Mobile: +86-13758019928 +86-13867206225
E-mail: manager@goldeneagle-can-machinery.com
Home > Products Home > TWIST-OFF CAP MACHINE
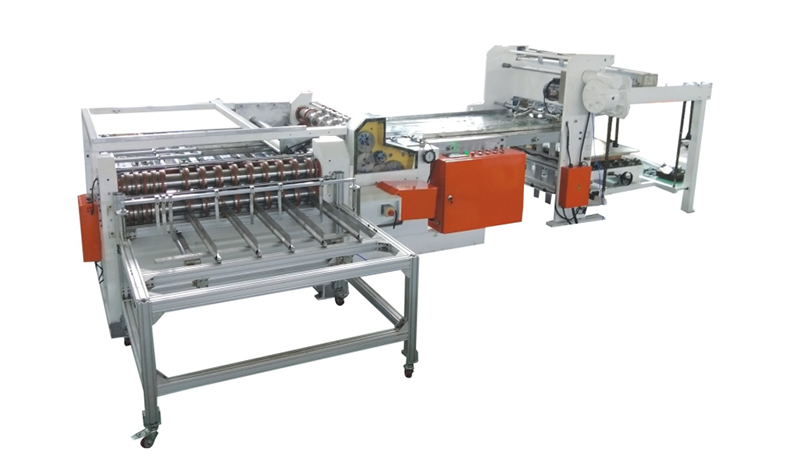
TWIST-OFF CAP MACHINE

The units have five working stations: three for mechanical cap forming and the other two for compound lining and centrifugation.
1. Calibration and Pre-curling
Set the position of the shell cupping process and start to curl the cup.
2. Pre-curling
3. Curling and forming
4. Lining
5. Centrifugation
It rotates in opposite direction with respect to the previous station to break the tendency of the compound to flow in the same direction and give a better distribution of material with less compound.
| Sales Model | PTL-2 |
| Production speed | 150 to 200 pcs/min |
| Suitable can cap diameter | 27-82mm |
| Suitable tinplate thickness | 0.14-0.25mm |